本篇文章整理自《岩手オリジナル清酒酵母の開発》研究報告,該研究由岩手縣工業技術中心(岩手県工業技術センター)進行地區型原創清酒酵母的開發與應用,聚焦於昭和時代曾廣泛流通的「岩手2號」酵母株,透過無泡型改良與發酵性能試驗,重新賦予其在清酒釀造中的實用價值。
岩手縣原創清酒酵母
岩手縣工業技術中心過去曾成功開發出多株具代表性的原創酵母,包括「岩手吟釀2號」、「ジョバンニの調べ(喬凡尼的研究)」、「ゆうこの想い」等。這些酵母具有產生華麗吟釀香的特性,目前已被廣泛應用於縣內多家酒藏,成為岩手地酒風味的關鍵元素之一。

紫波酒造店的紫宙系列使用「ジョバンニの調べ酵母」釀造。圖片:紫波酒造店 紫宙 草莓 純米吟釀 吟乙女
事實上,早在吟釀酒尚未普及的昭和40至50年代,岩手縣便已推出名為「岩手2號」、「岩手3號」的酵母。然而,隨著釀造現場對操作效率與方便性的重視,使用更易控制、較不易產生泡沫的酵母逐漸成為主流,因此多數酒藏轉向使用由日本釀造協會所提供的無泡酵母。
為了開發一種風格有別於既有吟釀型酵母的新型岩手原創酵母,岩手縣工業技術中心嘗試從保存的「岩手2號」與「岩手3號」進行無泡化處理,並進行發酵性能與小規模釀造測試。最終,研究人員成功自岩手2號中篩選出具優異發酵力、低酸生成,且擁有獨特香氣特徵的有望菌株,在實際釀造中也展現了穩定的表現。
岩手2號的「無泡」進化
在此份研究中,岩手縣工業技術中心分別對於岩手2號酵母的無泡型菌株進行「發酵試驗」和「小規模釀造試驗」,針對表現最佳的菌株進行「實地釀造試驗」。

此項研究以目前酒造廣泛使用的「協會7號」與「協會701號」作為對照組。圖片來源:日本醸造協会
發酵試驗
首先選用「岩手2號酵母」的5個無泡型菌株(2-3、2-8、2-9、2-10、2-12),並以目前酒造廣泛使用的「協會7號」與「協會701號」作為對照組,進行每株總米量 300g 的發酵試驗。
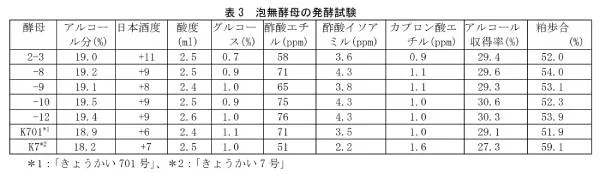
圖片來源:岩手オリジナル清酒酵母の開発
這五個測試菌株,在「酒精度、日本酒度及酒精收得率」的表現均高於對照組,顯現其發酵力充足。又基於官能評價結果顯示,2-8 與 2-9 菌株具有特徵性芳香與清爽酒質,因此被選為有潛力的菌株,進行下個階段的小規模釀造試驗。
小規模釀造試驗
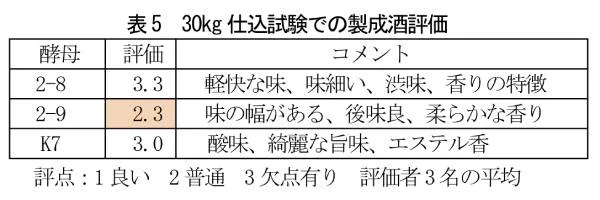
第二項測試以發酵試驗中評價較高的 2-8 與 2-9 菌株,與對照的「協會7號」進行總米量 30kg 的小規模釀造試驗。
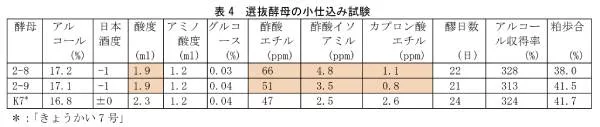
圖片來源:岩手オリジナル清酒酵母の開発
兩個測試菌株在發酵速度快、酒醪日數較短的情況下,依然能產出高酒精濃度的清酒,且酸度較低。其香氣成分如乙酸異戊酯與己酸乙酯,呈現不同的香氣平衡。
圖片來源:岩手オリジナル清酒酵母の開発
兩者香氣均與協會7號不同,具備個性化特色。在官能評價中,2-9菌株在實驗中表現最佳,口感有層次,具有良好的餘韻。2-8 菌株的醪發酵呈現前期快速型,風味薄弱且略帶澀感。
實地釀造試驗
針對評價良好的 2-9 菌株,岩手縣工業技術中心邀請縣內兩家企業協助,在酒藏中實際進行釀造試驗,結果與本研究小規模試驗幾乎一致,發酵順利,酒體酸度低並帶有特色香氣,整體表現優異。
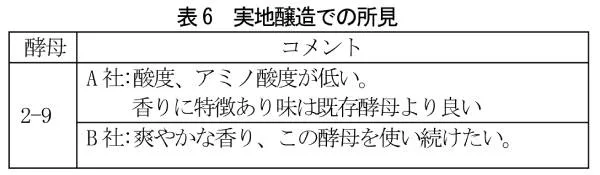
圖片來源:岩手オリジナル清酒酵母の開発
當我們談論清酒的風味時,往往會先想到酒米與水質,但其實「酵母」同樣扮演著關鍵角色。隨著日本各地紛紛投入地方酵母的開發,清酒的風味版圖也隨之擴展。這些源自當地風土的微生物,使「品飲清酒」成為一場探索地域個性的旅程,也期待這些地區性酵母為我們帶來更多清酒風味的故事。
參考資料:
*未成年請勿飲酒!
*禁止酒駕,理性飲酒!
責任編輯:郭宜蓁
核稿編輯:陳慧