
上次我們聊完「一麹、二酛、三造り」的「二酛」,也就是製「酒母」後,接下來想跟各位分享的是參觀酒造的「發酵醪」(仕込)區。
這裡通常是酒造面積中最大的一區,現代釀酒除了釀酒人的經驗判斷,更重要的是建立科學化的數據分析(包括日本酒度(SMV)、酸度、胺基酸度、酒精濃度、波美度(Baume)以及酵母細胞數的監測)以及官能評價(包括「泡」的形態(如水泡、岩泡、高泡、落泡)、聞香(吟釀香的生成與散失)以及品嘗醪液的「切口感」(Kire)上。

在這篇分享當中,我會簡單解釋參觀這一區時的幾個專有名詞以及如何判讀在發酵醪中可能會有機會看到的數據與圖形,作為發問或請教酒造時的參考。
維持一個讓微生物能安心工作的環境|三段仕込方式的擴大培養法
首先在絕大部分的酒造中,發酵醪是採「三段仕込」(三次投料),這是清酒釀造中為了防止雜菌污染並促進酵母健康繁殖而發展出的獨特方式。
由於清酒酵母在高濃度的糖分或酒精環境中會受到滲透壓或毒性的抑制,且初期若直接將大量蒸米與水混合,會過度稀釋酒母(Moto)中的酸度(乳酸),導致雜菌(如野生酵母、乳酸菌)趁機繁殖。因此,分三次(初添、仲添、留添)逐步擴大醪的量,是確保優勢菌種(清酒酵母)能站在主導地位的關鍵。
而要達成這個關鍵,最主要的控制方式就是溫度,也就是逐段降溫。例如「初添」溫度約為 12-15℃,到「留添」則降至 8-9℃。其中,第二日的「踊(Odori)」為仕込休止期,目的在於提供酵母增殖之緩衝期,若此階段品溫低於 12℃,可能引發發酵遲緩之「冷拔(Hiekomi)」現象。
初添在 12℃ 的環境下,清酒酵母處於一種「受控的活躍狀態」,也就是酶活性平衡。麴菌的澱粉酶(Amylase)活性受到一定程度的抑制,但仍能緩慢分解澱粉提供葡萄糖,也可避免糖分過快釋放導致酵母代謝失控的「湧沸」(早湧)現象。另外,酵母在 12℃ 時,細胞膜結構保持適當的流動性,有利於營養物質的攝取,同時進行有氧呼吸(在攪拌的情況下),可專注於細胞分裂(增殖)而非酒精發酵。雖然許多腐敗菌(如火落菌)是中溫性菌,但在 12℃ 下其生長速度遠低於清酒酵母。
在初添後,酒母被稀釋,酵母密度下降。經過一天的「踊」(在 10-12℃ 保溫),酵母利用溶解氧進行有氧增殖,並將密度恢復到 1 億個/mL 以上,可為接下來的仲添與留添做好準備。若跳過這個步驟,酵母密度不足,就容易產生「腐造」。
留添(Tome-zoe)則要降至 6℃,這個過程也被稱為「抑制發酵」。留添時,醪的酸度被稀釋到最低點(pH 值可能上升至 4.0 左右),保護最弱。6℃ 的低溫是一種抑菌方式,幾乎所有乳酸菌和野生酵母在此溫度下都會停止活動。而隨著大量新蒸米和水的加入,營養物質瞬間豐富起來,若溫度高於 10℃,酵母會立即進行爆發式發酵,產生大量二氧化碳和熱量,導致醪溫失控,香氣成分(如乙酸異戊酯、己酸乙酯)被吹散,反而會生成過多的高級醇(雜味來源)。發酵是一種放熱反應。從 6℃ 開始,醪溫會在隨後幾天內利用自身產生的代謝熱緩慢上升至 10 – 12℃(甚至 15℃)。這種「自然升溫」能確保糖化與發酵的速率同步(Coupling)。
清酒釀造的關鍵數據
理解了三段仕込之後,如果酒造願意讓你看發酵時的數據與圖形,通常你會看到以下這兩條線:
A-B 直線(A-B Line)
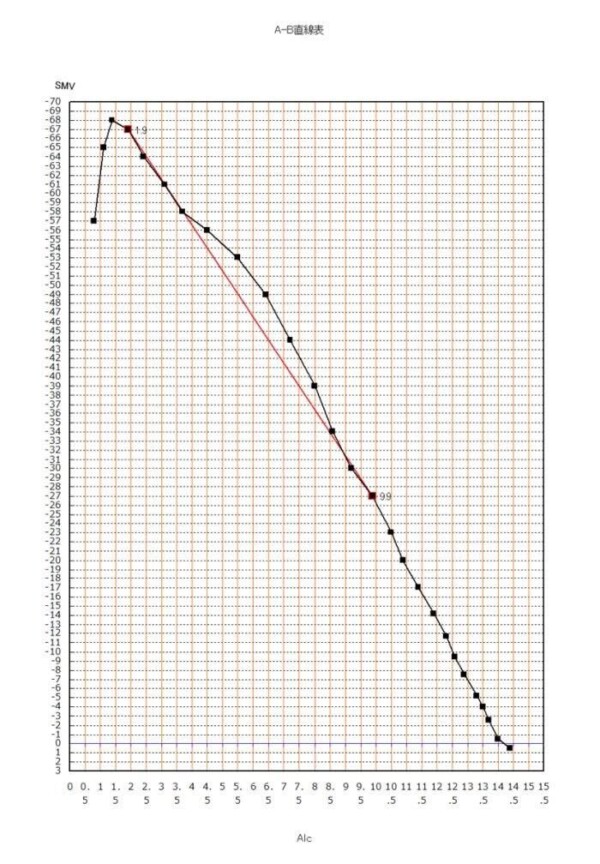
A-B 直線是一種監控發酵過程中「酒精生成」與「糖分消耗」的比例關係。橫軸(X 軸):酒精濃度(Alcohol, A),單位為 %。縱軸(Y 軸):日本酒度(Sake Meter Value, SMV)或波美度(Baume)
從發酵開始(高波美、低酒精)到結束(低波美、高酒精),理想的數據點會落在一條斜率固定的直線上。這條直線代表了糖化速率與發酵速率的平衡。若數據點沿著直線移動,說明麴菌分解澱粉產生的糖,正以合宜的速度被酵母轉化為酒精。
但如果數據點位於直線上方,表示對於當前的酒精濃度而言,波美度過高(比重過大),也就是醪太重了。這可能是因為糖化過快(麴太強),或者溶解過快,但酵母發酵受阻(跟不上糖化的速度)。而高糖濃度造成的高滲透壓會進一步抑制酵母,形成惡性循環(不湧醪)。這個時候,追水(Oimizu),也就是加入水可以降低波美度(稀釋糖分),緩解滲透壓,同時降低酒精濃度,減輕對酵母的毒性,幫助酵母恢復活力,使數據點回歸至 A-B 直線的軌道上。
反之,如果數據點位於直線下方,則表示當前的酒精濃度,波美度過低,醪太輕,代表發酵過快,或者糖化不足(米沒溶解)。這會導致發酵提早結束,酒體淡薄,酒精度不足。這個時候可以採用降溫來抑制酵母活性,讓糖化趕上來。也可添加酵素劑或糖化酶(Glucoamylase)來補充糖分。
BMD 曲線(Baume-Days Curve)
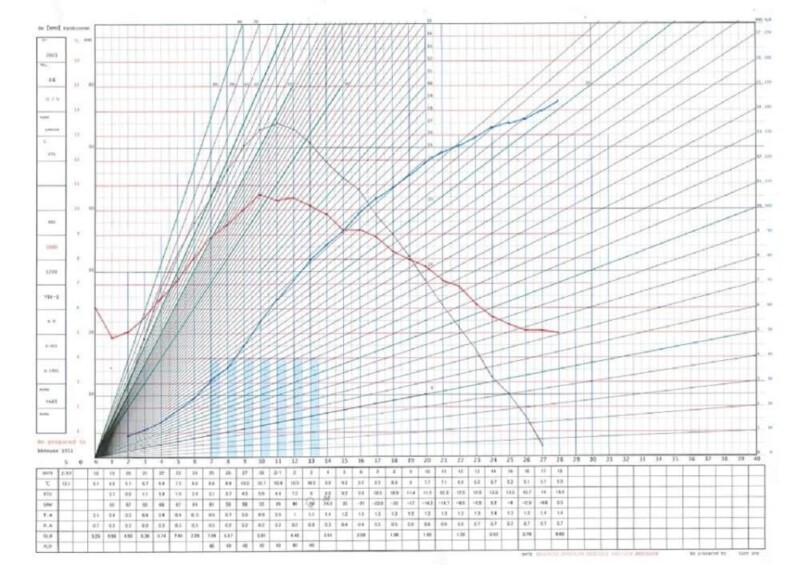
除了A-B 直線,BMD 曲線(波美度\times\日數)也會是一個重要的紀錄數據。它會呈拋物線狀。初期隨日數增加而上升,中期達到巔峰,隨後則因波美度下降而降低。BMD 曲線可以用來預測發酵結束日期(上槽日)。當 BMD 曲線的下降趨勢與過去數據重疊時,就可以推算出哪一天波美度會降至目標值。
發酵醪桶的種類
另外在這區中也會看到幾種不同類型的發酵醪桶,除了傳統的木桶外,還有琺瑯桶、不鏽鋼桶以及溫控桶。
木桶

琺瑯桶

除了非常少數酒造仍使用木桶外,自從吉澤勇次郎與阿部礼一開始研發並導入琺瑯桶後,目前琺瑯桶已成為大多數酒造的標準設備。琺瑯桶具備極佳的耐酸性,可避免有害物質溶出。但避震或穩固是非常重要的,因為如果有任何強烈碰撞導致琺瑯桶層剝落,露出底部的鐵質,鐵離子溶入酒中將引發著色與嚴重的風味劣化。所以一家酒造的釀酒桶有無特別防止地震或碰撞的設施,或是桶內壁是否乾淨完整也可以稍微作為判斷。
不鏽鋼桶

如果是到超大型酒造,通常會看到的是不鏽鋼桶。但由於不鏽鋼桶的熱傳導率較低,醪發酵產生的熱易導致品溫升高。因此,必須配置冷卻裝置(如夾套或冷卻管)來進行精確溫控。
溫控桶

而這幾年,越來越多的溫控桶(Thermal Tank / サーマルタンク)成為現代日本酒造,特別是釀造吟釀酒或進行四季釀造時的標準設備。它是一種在桶壁內建夾套的發酵儲存槽,冷媒或管線在夾套中循環,能精準控制桶內醪的溫度。優點當然是能精準地以 0.1°C 為單位進行調節,防止發酵熱失控(湧沸)、即使是夏天也能釀酒。
另外,釀酒人也不再需要半夜起床換冰桶或調整包覆材來保溫,更可以把它當作釀造後的生酒儲存槽,可保持在 -5°C。而這幾年更發展出各種軟體與手機 APP,讓釀酒人能不需要在現場,透過手機監控就能即時調整發酵醪桶的溫度。當然缺點就是價格昂貴、耗電量高以及控制設備故障時的緊急應對處理(發酵仍在進行)。
有興趣的朋友也可以參考新洋技研的官方介紹:
參觀酒造時可觀察的問題
寫到這裡,我發現字數已經太多,最後提一些參考問題,讓大家在參觀酒造的時候,可以挑重點來觀察與提問:
1. 觀察保溫與控溫設備:觀察發酵醪桶是否採用「裙擺式」保溫墊(Skirt wrapping)以防止底部溫差。
2. 發酵醪槽如何進行溫控管理以及是否配備自動溫控監測系統?
3. 如果剛好有桶在發酵狀態,也可以詢問這桶是屬於「湧進型」(短期、高溫、辛口)或「湧抑型」(長期、低溫、甘口)?
4. 在發酵末期,如何判定發酵終點與上槽日?
5. 若酸度日增超過 0.5,酒造如何應對潛在的腐造性乳酸菌污染?
6. A-B 直線偏離對策:若當前醪的成分數據顯示 A-B 直線偏向右側(糖化速度過快),酒造會傾向使用「追水」調整,還是優先採取降低品溫的策略?
以上就是本次的酒造見學心得分享|發酵醪篇,希望對大家參觀酒造時有些幫助。