在清酒的世界裡,水,是不可忽視的原料之一。水的性質不僅影響酵母的活動、香氣的揮發,更決定了酒體的骨架與個性。
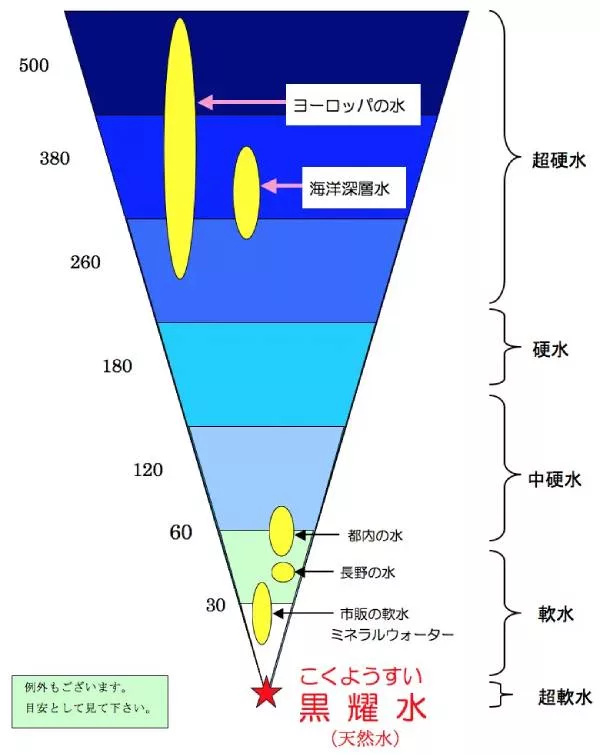
長野縣上田市有一種從火山熔岩形成的黑曜石(又名黑耀石)岩層中湧出的水源,硬度極低(總硬度僅0.95mg/L)稱為「黑耀石水」。這也正是當地百年酒藏「信州銘釀」的釀造特色之一,信州銘釀旗下銘柄「鼎(かなえ)」使用黑耀石水釀造,充分展現原料的香氣和味道。
來自長野縣的百年酒藏「信州銘釀」

圖片來源:信州銘釀官網
信州銘釀位於長野縣上田市,其創業可追溯至江戶後期 1834 年(天保 5 年),至今已超過 190 年的歷史,當時以「桝屋」之名於丸子町(現長野縣上田市)創立。昭和 33 年(1958年) 4 月,正式設立法人「信州銘釀株式會社」,當時由當地擁有江戶與明治時代以來傳統的四間酒藏共同展開瓶裝事業,並於昭和 48 年(1973 年),將釀造體制整合為一。該酒造銘柄之一的「明峰喜久盛」正是,四間酒藏融合技術與精神,所共同打造的作品。
經歷戰爭與戰後的特殊時代背景下,日本酒造業曾流行「三倍增量釀造法」,但信州銘釀早早便摒棄此法,轉而專注於釀造「真正好喝的酒」。即使時代與消費者口味不斷轉變,信州銘釀始終堅守本質、追求創新,持續挑戰自我,至今已推出超過 30 款品項。旗下主要銘柄包括:「喜久盛」、「瀧澤」、「梁山泊」、「黑耀」與「醲獻(じょうこん)」等,各具風格,展現酒造多元的釀造實力。

圖片來源:信州銘釀官網
信州銘釀以信州地區為根基,選用長野縣產的酒造好適米、阿爾卑斯酵母、超軟水黑耀水、依田川伏流水作為主要釀造原料。其作品的平均精米步合為 59%(為長野縣內最高水準),並堅持高精白、無雜味的酒品釀造。曾獲全國新酒鑑評會金賞 16 次,連續 8 年得獎(長野縣第一),並於關東信越國稅局清酒鑑評會中榮獲金賞 21 次,連續 9 年得獎。
黑曜石之地,孕育極上仕込水

黑曜石(又稱黑耀石)。圖片來源:wikipedia
.jpg){kind=link}
地勢險峻的和田峠中山道上,是日本著名的黑曜石(又名黑耀石)產地之一。該山系在約 80 萬至 140 萬年前經歷多次劇烈的火山活動,據說流動性極強的熔岩與安山岩、流紋岩等交錯堆積,形成高品質的黑曜石岩盤。這些品質極高的黑曜石在約 3 萬 5 千年前的舊石器時代至繩文時代,曾大量供應至日本東北、近畿地區等廣泛地區。
和田峠的「黑耀石水」是當地湧出的地下水經黑曜石岩盤自然過濾後,形成極為純淨的天然超軟水,總硬度僅 0.95mg/L,礦物質含量極低,水質細緻柔軟,不易變質腐敗。其特點是能充分引出原料的香氣與風味,不論是用來泡茶、煮咖啡、煮高湯都能提升食材本身的表現力。使用在清酒釀造上,它能展現米與酵母本身的特性,使香氣更突出,口感更加清澈、細緻。
圖片來源:信州銘釀官網
使用黑耀水釀造是職人技術的考驗?
然而,使用黑耀水釀酒並非如想像中容易。正因其為礦物質極低的超軟水,不利於酵母的繁殖與發酵,因此過去常被視為「不適合釀造清酒的水」。信州銘釀卻選擇以困難為挑戰,開啟一條獨特的釀造之路。正因為此水幾乎不含礦物質,能有效引出旨味,使米與米麴的原始風味得以充分展現,進而釀出風味鮮明、旨味濃郁的日本酒。
在 Instagram 查看這則貼文
信州銘釀的純米大吟釀作品在「第95回関東信越国税局酒類鑑評会」的純米吟釀酒部門獲得優秀賞,左:上田税務署長、中:信州銘釀社長、右:工藤杜氏。
長野縣小谷杜氏的技術傳承
長野縣的小谷村自古以來便傳承著杜氏文化,擁有水準極高的釀酒技術,是長野杜氏組合(小谷杜氏・諏訪杜氏・飯山杜氏)的其中一個流派。
而信州銘釀能夠使用黑耀水釀造出美味作品,也有賴於現任杜氏——工藤先生的專業與堅持。他師承信州小谷流杜氏巨匠——西澤勝,對發酵控制、溫度管理、酵母培養有著極為細膩的掌握。在他的手中,黑曜石水不再是釀造的障礙,反而成為展現「米・水・技」三者完美平衡的最佳舞台。
信州銘釀以黑耀水釀造的作品
鼎|三人之鼎,協力之作
「鼎」(かなえ)使用長野縣產的「美山錦」與「黑耀水」釀造,不進行過多修飾,只為將原料與水質的純粹發揮到極致。
在信州銘釀的作品中,有一款低調卻備受推崇的銘柄——鼎(かなえ)。這款酒是信州銘釀的限量品項,其命名象徵是由三位東京農業大學出身的釀造人共同打造的日本酒,在長野縣當地僅授權幾家經銷商販售。此銘柄雖未在信州銘釀的官網上公開,也未以任何廣告行銷推廣,卻能在酒類愛好者之間憑著口碑傳播,成為長野縣地區屈指可數的限量之作。
瀧澤 超軟水 特別純米

瀧澤 超軟水 特別純米,使用「黑耀水」釀造。
信州銘釀的銘柄「瀧澤」,也有一款使用超軟水「黑耀水」釀造的作品。特別純米的麴掛米精米步合皆為59%,使用來自「信州第一軟水」,並使用長期低溫發酵,形成柔和圓滑的調性、帶著蜜蘋果、麻糬般柔軟甜美的香氣。
參考資料:
*未成年請勿飲酒!
*禁止酒駕,理性飲酒!
責任編輯:郭宜蓁
核稿編輯:陳慧