本文整理自兩篇論文《本格焼酎製造方法の成立過程に関する考察之一與之二》,這兩篇文章由鮫島吉廣教授撰寫,發表於1989年的釀造協會誌,針對「明治至大正時期」本格燒酎的演變進行詳細考察。
燒酎活字典,鮫島吉廣教授
![]()
鮫島吉廣教授,圖片來源:鹿兒島酒造組合
鮫島吉廣教授是燒酎的活字典,目前是燒酎師匠協會理事長,任教於鹿兒島大學,也在日本國家清酒燒酎學院的年度國際課程中授課。
在這篇論文中相當引人注目的部分是鮫島教授以鹿兒島「村尾焼酎兄弟商會」(現村尾酒造)的資料為基礎考證撰寫。「村尾」數十年前雖僅稱作兄弟商會,時至今日已然成為大名鼎鼎的燒酎夢幻三大逸品之一,購買困難度相當高。
鮫島吉廣教授以村尾兄弟商會在明治35年(1902)至大正年間保存的實際釀造帳為基礎,詳細探討當時燒酎製法的演變與背景脈絡,並釐清現代本格燒酎製程的成立過程。
延伸閱讀:【管爺專欄】日本國家清酒及燒酎學院 2024 受訓日記 Day 3
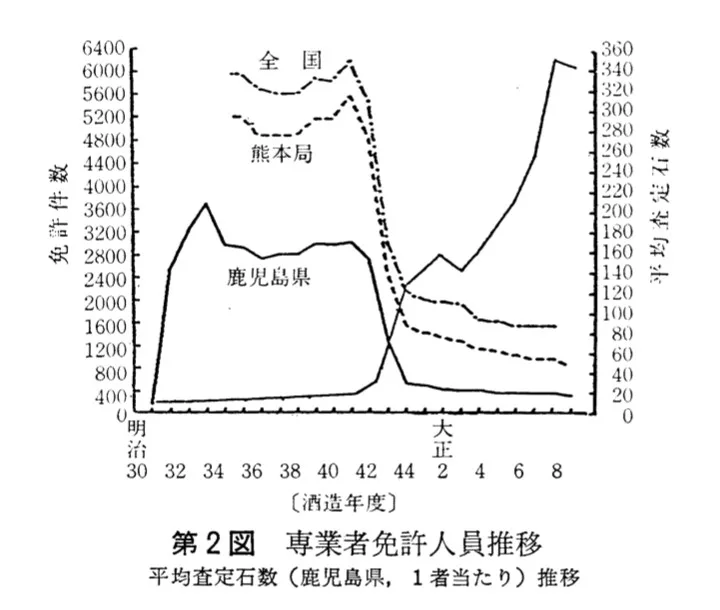
政府整頓,酒造數量銳減超過80%
圖片來源:本格焼酎製造方法の成立過程に関する考察
本格燒酎(單式蒸餾)在日本已有500年以上歷史,最早記錄見於1546年,在薩摩半島已有米燒酎飲用紀錄。然而在明治前的製法紀錄非常稀少。到了明治到大正時期因時代變遷與酒稅需求,成為燒酎製法變革的重要轉捩期。
在明治到大正時代的革新政策中,明治政府將酒類列為重要財政來源,課稅與監管日益嚴格。明治32年起政府便禁止家庭式自用的燒酎釀造,同時推出共同釀造的方式作為政策過渡期,再輔導轉向企業化經營。
主要是由於當時民間釀造場眾多,造成市場混亂政府難以管理,到了明治末期(44年),大刀闊斧的政策推動使燒酎酒造從3,000家縮減至僅剩485家左右,這不只是數量上的「整理」,而是將燒酎產業從家庭副業導入現代工業體制的重要改革。
| 明治時期 | 變化 |
| 明治42~43年 | 約 3,000 家釀造者 |
| 明治45年後 | 約 485 家,減幅超過 80% |
| 平均生產量 | 從每場 10石 → 提升至約 150石 |
| 市場效果 | 市場正常化、品質穩定 設備與技術改善 |
愛上日本酒製圖,資料來源:本格焼酎製造方法の成立過程に関する考察
文中也提到廢業選定標準評估,以無資本、無發展性者或是品行不良者,又或地處偏遠交通不便者採說服免許人自願放棄釀造權的方式處理,非直接強制廢業。
明治大正奠定燒酎二次仕入法
在原料與麴的變化上,明治初期多使用玄米,後轉為白米作為麴米,到了末期普遍自外購買米麴(買入麹),大正後期才又改為自社製麴,值得注意的是,黑麴菌於大正初期漸漸在鹿兒島地區迅速普及。
在醪的管理上,醪的發酵日數因季節變動,冬季最長可達50日,主要遇到的困難是甘藷因高黏性,需特別調節加水與攪拌。
以製程面來說,在明治大正時期最主要的變化是隨著時代進步,在投料仕入法上出現重大改變!原先燒酎釀造方式是「どんぶり仕込法」(混合一次發酵),也就是把麴、米(或甘藷)、水一次全部投入混合發酵。
但從明治37年(1904年)開始,部分酒造開始使用初版的「二段仕込法」。意指第一次先投入麴、原料(通常是甘藷或米)、水,過幾天後再加進剩下的原料與水,是為二段投料,目的是讓酵母能穩定增殖、抑制雜菌、改善酒質。
この投稿をInstagramで見る
大山甚七商店的發酵樽
接著到了大正初期(約1912年前後),酒造更進一步導入新型「二次仕込法」,這種方法類似沖繩泡盛的釀造方式,流程是先造出一次醪:「只用麴 + 米 + 水發酵(無添加甘藷)」,之後再加入蒸甘藷與水進行第二次發酵 ,最後得到主醪。
這個改良主要解決了甘藷在早期製程中容易腐敗的問題,也提高發酵效率與品質。
最重要的是,這種方法是現代本格甘藷燒酎的原型。現在看到市售的本格甘藷燒酎(使用甘藷為主原料的單式蒸餾燒酎),其釀造流程基本上仍是這種「一次醪 + 一次甘藷」投入的二次仕込法。
この投稿をInstagramで見る
現在仍有部分酒造使用錫蛇館蒸餾器
另外在蒸餾方面,明治初期多使用錫製蛇管式蒸餾機,後來逐步導入蒸氣鍋爐。成品的酒精濃度也漸漸從45度下降至30~35度,主要反映當時的稅制調整,成本壓力以及市場需求。
この投稿をInstagramで見る
木樽蒸餾器
燒酎面對沈重的稅務壓力:25度的由來
圖片來源:國稅廳
現在本格燒酎大多是25度,您有想過為什麼嗎?
在明治末期甘藷燒酎是鹿兒島的絕對主流,佔整體燒酎產量的7成,同時也佔了全國1/4。然而因時代需求,當時酒稅的成本壓力非常高,論文中指出光是稅金與原料成本可佔實際成本的65%。
當時燒酎稅率甚至比清酒還高,每石課1.5圓。
根據《酒類税則》(明治11年,1878年制定,後改為酒造稅則),當時清酒每石1圓、濁酒(にごりざけ) 0.3圓(30銭)焼酎(本格、もろみ取)為 1.5圓。當時明治政府認為燒酎酒精濃度較高,使用範圍也較廣,可作飲用、藥用與生活製造用,因此「課高稅是一件合理的事」。
然而這卻形成對燒酎的不公平競爭環境,當時清酒是更主流的消費飲品,稅率卻較低,使得燒酎市場競爭力更弱。
この投稿をInstagramで見る
大山甚七商店的甘藷處理線
這使得許多燒酎酒造開始稀釋販賣燒酎,原因出自「稀釋不影響已課稅額!」
稅金是根據「製成時的酒精濃度與酒量」課稅(例:30度原酒、1石 → 課稅1.5圓),若將30度的原酒加水稀釋為25度或20度販賣,也不會再課一次稅,如此一來製造業者有空間多稀釋,延伸出銷售量增加收入,對消費者來說,單價如果比較低接受度也更高。
總歸來說,可能是因為稅務壓力,使高濃度的原酒燒酎開始稀釋販售,根據論文當時甘藷燒酎的小賣裝平均在25度左右,米製燒酎則約在28度。
黑麴菌的導入鹿兒島的時代
この投稿をInstagramで見る
黑麴的菌絲生長在米粒上
在明治40年左右(1907),黑麴菌由沖繩泡盛技術引入鹿兒島,主要用於甘藷燒酎。
初期缺乏適當的種麹,且對於種麴操作不熟練而常常失敗,後來漸漸摸索出穩定製法後,提高了釀造安全性與酒質穩定性,使「個性強但風味高」(くせがつよい)的舊型燒酎變為「風味清爽、穩定」的新型燒酎。
地域交互影響,現代燒酎是混成技術的成果
在九州地區,壱岐地方以麥燒酎為名、球磨地方以米燒酎聞名、鹿児島則以甘藷燒酎聞名,論文中指出這三個地域的燒酎雖地理環境與原料都不同,但基本上都是在清酒釀造法的技術框架下演化,包含麴製作法、蒸米處理、分段仕込等都是來自清酒
編按:可能傳自江戶時期清酒工業就非常發達的伊丹與灘區
鮫島教授更進一步強調,鹿兒島的甘藷燒酎製法不是單一來源技術演化,而是「Hybrid 混成技術的成果(ハイブリッド)」,首先學習清酒製麴與發酵控制,接著借鑑泡盛的高酸防腐與黑麴運用,進而改良根植於在地的簡便型一次仕入(どんぶり仕込)為二次分離仕入。
換句話說,現代甘藷燒酎是「清酒 × 泡盛 × 燒酎」技術的綜合創造的燒酎製法。
鮫島教授也曾前來台灣
この投稿をInstagramで見る
鮫島教授曾於2024年前來台灣拜訪,瞭解台灣市場並參觀噶瑪蘭酒廠與恆器酒廠
鮫島教授的研究透過對明治至大正年間燒酎的實證考察,揭示了現代本格燒酎製法的演化軌跡。
燒酎在明治中葉以前多為家庭自釀或共同行作坊所產,製法以簡便的一次仕込((混合一次發酵,どんぶり仕込)為主,缺乏衛生與穩定性。隨著政府稅制加重、市場競爭激烈、企業整併推進,燒酎業者逐步邁向技術現代化。
尤其在甘藷燒酎的製造法中,從早期的二段仕込演變為大正年間確立的「二次仕込法」,即先發酵麴與米的一次醪,再添加蒸甘藷進行第二次發酵,這一流程不僅大幅改善發酵安全性,也提升香氣與品質穩定度,成為今日本格甘藷燒酎的基本骨架。
進一步地,本研究指出各地燒酎製法之間存在密切技術交流與演化脈絡。壱岐、球磨、鹿兒島等地的米、麥燒酎多受清酒製法啟發,而鹿兒島地區的甘藷燒酎則融合了清酒、沖繩泡盛、以及在地傳統釀造技術,展現出典型的融合型創新的特色。
總體而言,本格燒酎製法的成立並非單一脈絡線性的發展,而是在政策、原料、氣候、文化與技術交流等多重因素交織下,所形成的跨界釀造體系。鮫島教授的研究不僅釐清近代燒酎技術演變,也為理解日本地酒文化的多樣性提供了深具啟發的歷史視角。