
圖片來源:管爺提供
元和元年(1615年)豐臣氏滅亡,德川家康建立了幕藩體制與鎖國政策,日本也進入了長達兩百六十多年的和平時期。在這個穩定的社會背景下,江戶人口突破百萬,同時也創造了龐大的消費市場。
而為了因應這個龐大的消費市場,日本酒有了兩個重大的的變化,一是日本酒生產重心從奈良轉移到伊丹(攝泉十二鄉),再到灘五鄉。另一個變化則是生產技術進入量產與標準化。這個時期的重要著作有「童蒙酒造記」、「寒元造極意法」、「本朝食鑑」、「和漢三才圖會」與「日本山海名產圖會」。這篇就簡單介紹這些著作的內容以及對日本酒技術發展帶來的影響。
作者不詳,但有一說是來自於伊丹的大商人鴻池善右衛門。「童蒙」兩個字起源於易經,意思是啟蒙無知的兒童,這本書整合了來自中國的「齊民要術」與日本中世紀的「御酒之日記」,希望打造成為一本釀造教科書。書中反覆提到「諸白」的重要性,可見此時的日本酒,追求的不光只是釀出能喝的酒,還要透過原料處理能力,來釀造口感純淨的高級酒。另外書中也記載著許多「汲水步合」,就是水米的比例(米10石對水10石)。相較於現今的120%~130%,江戶時期的日本酒還是屬高糖、高乳酸與高胺基酸的酒體。
圖片來源:管爺提供
寒元造極意法(1687)年
同年成書的「寒元造極意法」,也傳說是出自於鴻池善右衛門家族。它確立了日本酒在天氣寒冷的冬天釀造的鐵律,也就是「寒造(Kan-zukuri)」。這裡的「寒造」嚴格規定了日本酒必須在「大寒至立春」之間釀造。從現代的角度來看,在低溫的環境下,的確能有效抑制野生酵母與腐敗細菌(例如火落菌)的活性。
另外,這本書還記載著有趣的「煮酛(Nimoto)」技術,就是在酒母製作的初期,將部分糖化液放入釜中加熱煮沸,然後再冷卻混回酒母中。其實這就是現代的高溫糖化法的雛形,讓煮沸直接殺死了酒母初期的雜菌,也透過加熱過程促進了澱粉酶(Amylase)的活性,瞬間製造出高濃度的糖液。
圖片來源:管爺提供
本朝食鑑(1697)
人見必大所寫的這本「本朝食鑑」,是一本日本食材的百科全書,這本書中對日本酒也做了詳實的記載,其中包括酒能「行氣血、禦風寒、消愁悶」,是重要的「藥」與「麻醉劑」。但他同時也警告,過量飲酒會導致「腐腸爛胃」,甚至引發「中風」。
不過,對學習日本酒歷史的讀者來說,這本書最重要的部分在於記載了「柱燒酎(Hashira Shochu)」。柱燒酎並不是一種酒,而是一種製程,它指的是在發酵末期的醪中,加入燒酎(蒸餾酒)。如此一來可以提高醪中的酒精濃度來抑制火落菌的生長,也能讓酒體變得厚實。
雖然這與戰後以及現代添加蒸餾酒精都是相同的做法,但在意義與內容上是不太一樣的。(編按:戰後為了解決米荒,添加酒精可使產量增加;而現代添加蒸餾酒精則是讓酒體變輕盈且將醪中的脂溶性香氣萃取出來)。
圖片來源:管爺提供
和漢三才圖會(1712年)
由大阪醫生寺島良安模仿中國的《三才圖會》,繪製了這本日本版的百科全書。書中也有提到關於日本酒的章節。其中關於酒的製麴提到:「若覆蓋不當,則生黑麴,此為惡候。」這裡主要是要說,當時日本酒主要使用黃麴菌(Aspergillus oryzae),其孢子是黃綠色的。如果出現黑色,通常意味著有害黴菌的污染。
另外,這本書中也提到許多關於日本酒飲酒時用的酒器,從素燒土器Kawarake)演變為宴席用的朱漆酒盃與伊萬里燒(Imari-yaki)瓷器。酒器的精緻化,除了反映了飲酒文化從「敬神儀式」走向「美觀」之外,透過瓷器也讓人們開始在意酒液在白杯中的色澤,推動了釀造技術向「澄清化」來發展。
圖片來源:管爺提供
日本山海名產圖會(1799年)
由平瀨徹齋為文,長谷川光信繪圖,但背後推手則是酒造木村家的木村孔恭(蒹葭堂)。它描繪了當時酒造的每一個製程、設備與藏人的動作,栩栩如生,也讓我們得以窺見當時酒造的景象。這裡面包括了:
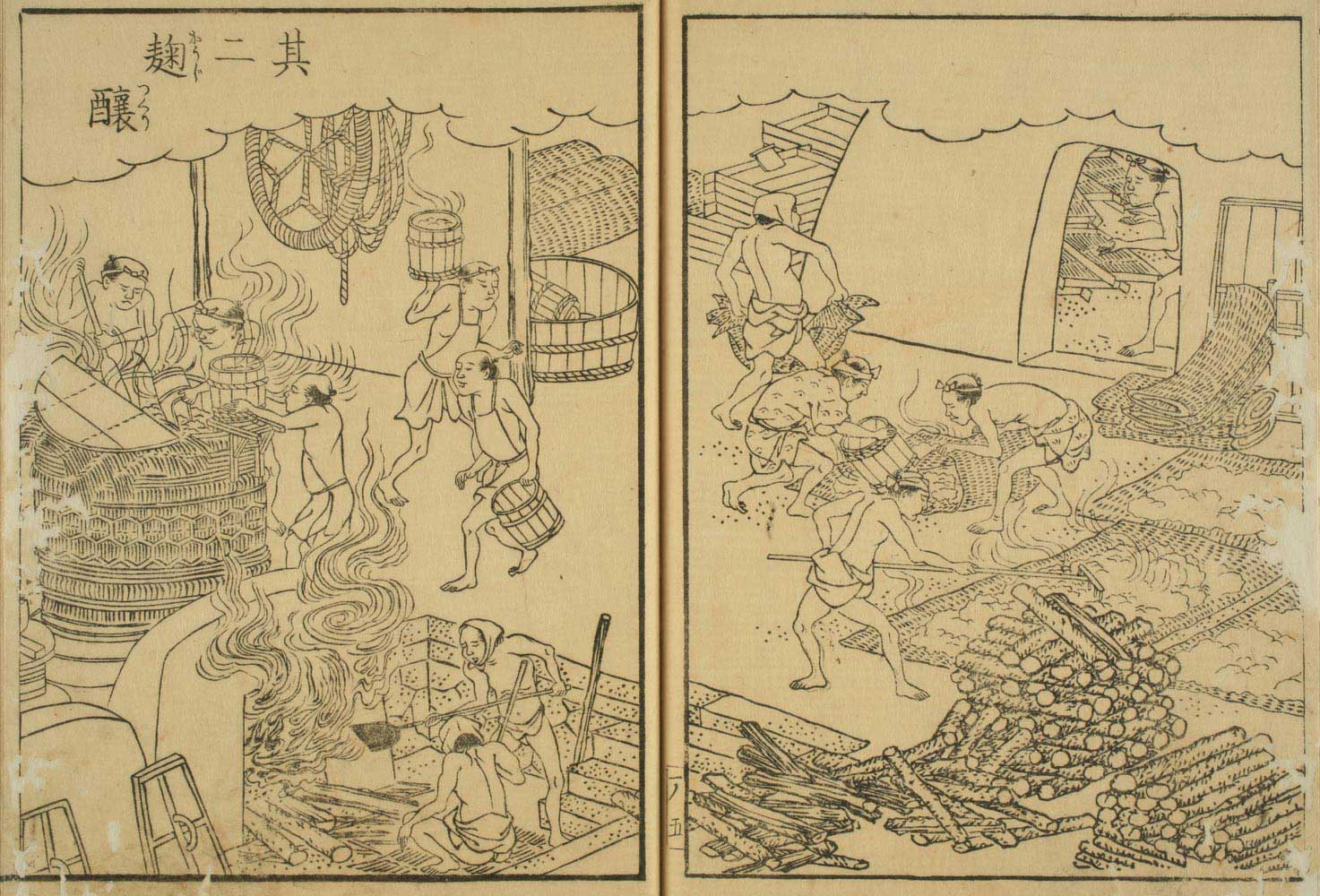
1.米のあらひ:可以看到藏人們在「水場」使用流動的水,在淺底寬口的半切桶(Hangiri)中奮力地洗米,在圖註中也特別強調必須洗到水變清澈為止(水澄むまで)。
2.麹醸:蒸米(Mushimai)與製麴(Seikiku):左半邊是「釜場」。下方有大鍋(釜,Kama),上方是無底的大木桶(甑,Koshiki)。中間透過麻布隔開。透過高溫且乾燥的蒸氣將米蒸熟。圖中有藏人在捏米,這是捻餅(Hineri-mochi),就是檢驗蒸米彈性的標準動作,這個動作仍沿用至今。右圖則有厚重的土牆與雙層門的就是麴室(Koji Muro),可以看到藏人們裸露上半身,因為麴室溫度高達30-40度。他們正在進行蒸米過後的「放冷」,並把冷卻後的蒸米準備放入麴室中進行撒麴(Tane-tsuke)。
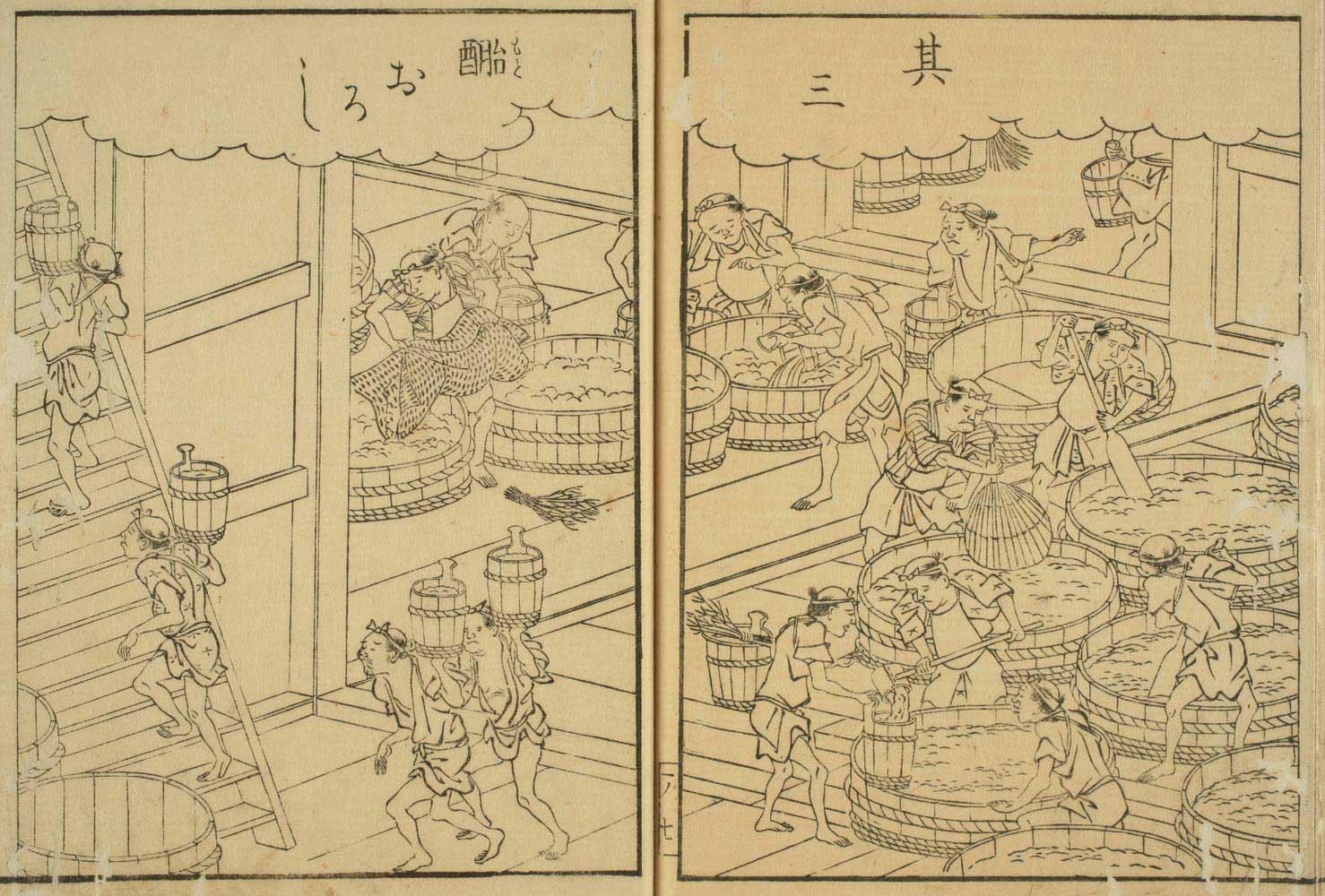
3.酛おろし:製作酒母,圖中可以看到傳統「生酛」釀造法中最具代表性的「山卸」作業。數名藏人手持長棒狀的工具「櫂」,圍繞著淺桶有節奏地搗碎蒸米、麴與水的混合物,通常會伴隨著「酒造歌」來將動作整齊一致。這個製程旨在加速糖化並培育天然乳酸菌,從而建立一個高酸度環境來篩選並保護強健的酵母 。
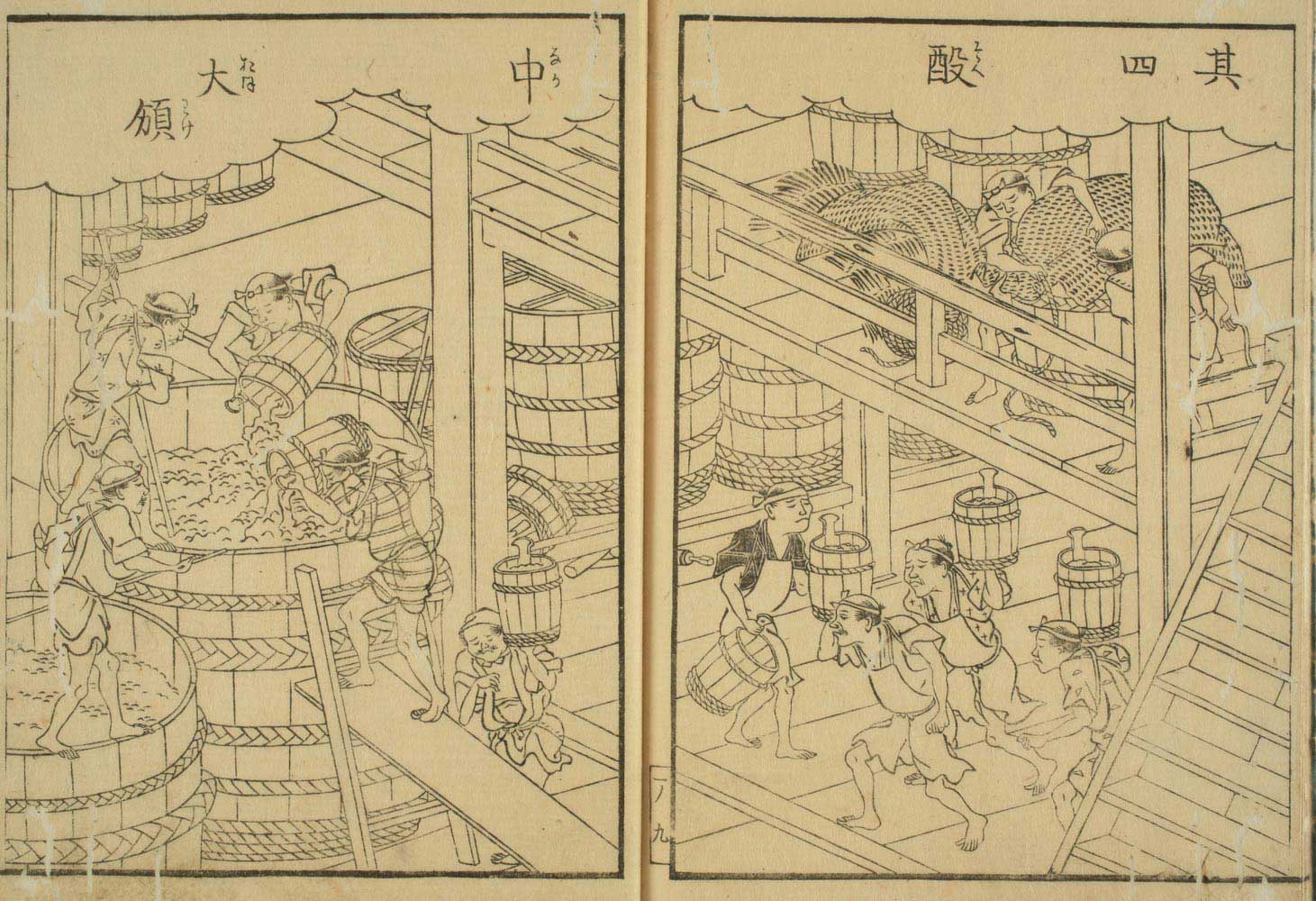
4.酘中大頒(そへなかおおわけ)(Soe-Naka-Oowake):指的是將麴米跟蒸好的米,放入酒槽中準備進入發酵。其中的そへ,就是現代釀酒術語中的「添」,而中就是「仲」,也就是第二次投料。大頒意思是「大分配」,指的將酒醪移入大型發酵桶的擴大作業。這邊特別說明一下,在江戶時期,「初添」階段,酒醪尚在較小的木桶中。到了「仲添」(即圖中的「中」)階段後,由於投入了大量原料,原本的小桶已無法容納。因此,藏人必須將酒醪轉移到圖中那些巨大的六尺或七尺大桶(本桶)中進行後續發酵。也可以了解在當時已經是三段仕込(投料)。
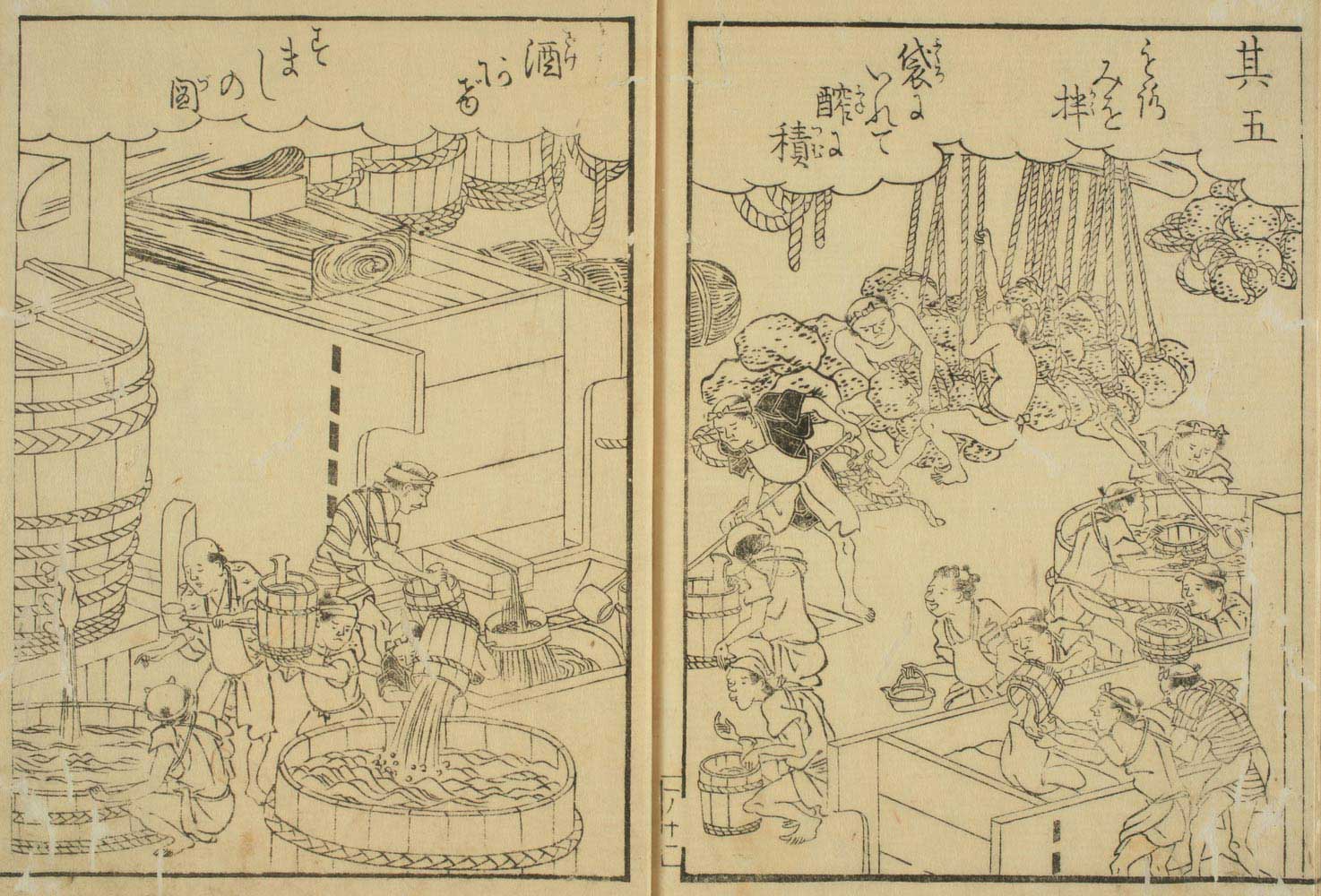
5. 在右圖中可以看到寫著「ふくろにいれて醡につむ」:也就是將酒醪裝入袋中,堆疊於壓榨槽。從圖中可以清楚地看到藏人們正將發酵完成的酒醪裝入棉布袋(酒袋),然後搬運並整齊堆疊到壓榨槽中。而在左圖中可以看到的是「酒をしぼるその図」,就是壓榨清酒的圖。可以看到藏人利用巨大的木桿和重石進行槓桿原理壓榨(也就是傳統的「天秤搾り」)。受到重壓後,清澈的酒液(生酒)從槽口流出,注入下方的桶中,而留在袋子裡的則是酒粕。
圖片來源:管爺提供
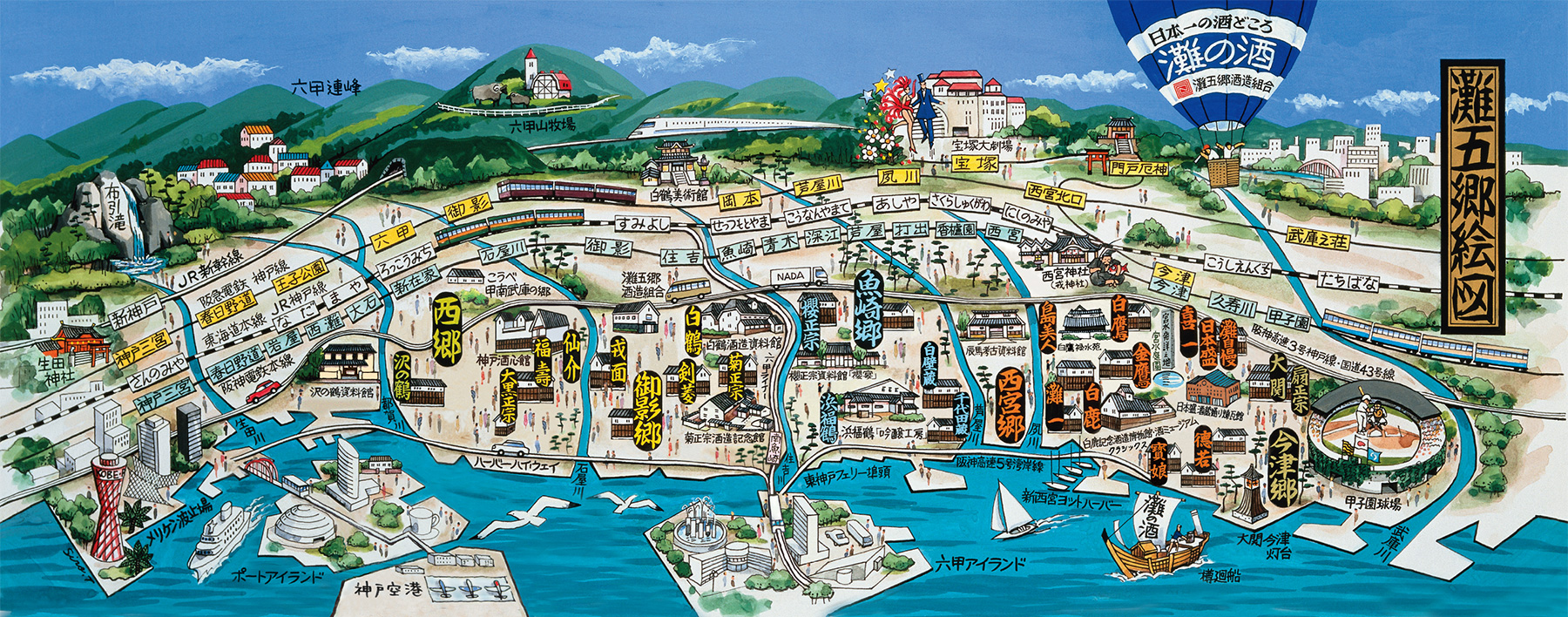
從奈良到攝泉十二鄉,再到灘五鄉的崛起
前言的時候有提到,德川幕府在江戶創造了龐大的經濟體與人口,因此飲酒的需求也由西轉到日本東部,京都(柳酒)、奈良(僧坊酒)雖然技術高超,但地處內陸盆地,運輸極為不便。而攝津、大阪泉州一代的十二個聚落(伊丹、池田)因鄰近猪名川與淀川水系,使得釀好的酒可以順流而下,迅速運抵大阪港口。而伊丹酒就利用「菱垣迴船」這種貨船,從大阪海運至江戶,開啟了「下行酒(下り酒)」的黃金時代。
當然,除了運輸條件之外,戰國至江戶初期,織田信長開始打壓寺院勢力,並導入「樂市樂座」,鼓勵商業活動,到了豐臣秀吉時代,大阪伊丹、池田成為交通樞紐與商業市鎮,擁有許多資本雄厚的「町人」(商人)。他們有能力投資大型設備(如大木桶)進行規模化生產,能將釀酒從「宗教副業」轉變為「產業」。
那伊丹酒的「攝泉十二鄉」又為什麼轉移至「灘五鄉」(西鄉、御影鄉、魚崎鄉、西宮鄉、今津鄉)呢?首先是在江戶末期的天保年間,魚崎鄉的藏人山村太左衛門發現,使用西宮某口井水釀的酒,品質特別好,且不易腐敗。這就是著名的「宮水」。
宮水流經六甲山的花崗岩層,富含磷與鉀。磷跟鉀是麴菌與酵母生長的必要營養素。在硬水中,酵母活性強,發酵速度快。除此之外,宮水的鐵含量極低,讓酒質容易產生劣化的因子也隨著降低。另外,灘區有著流經六甲山的急流「住吉川」,藏人就在這裡設置了許多水車精米場,這個穩定的動力讓精米效率與能力提升,使得灘酒的雜味更少,顏色更加清澈。
最後,隨著江戶市場需求越來越大,早先的混合貨船(菱垣迴船)已不敷使用,灘五鄉的酒造開始改良這種迴船結構成為專門運送酒樽的快船,稱為「樽迴船」(Taru Kaisen)。從灘到江戶,僅需一週的時間,酒質不但新鮮,還帶有吉野杉酒樽的杉木清香,這種帶有木質香氣、辛口清爽的灘酒,剛好符合了江戶人的喜好。
除了天時地利還有人和,隨著灘酒規模日益擴大,傳統的家族釀酒人力也無法負荷,這個時候來自兵庫縣丹波地區的農民,在秋收冬閒時,便由領頭人集體到灘區協助釀酒,形成了有規模制度並且明確分工的集團,也成爲後來丹波杜氏集團的開端。
在天時、地利、人和的有利條件之下,灘五鄉最終取代了攝泉十二鄉,成為江戶時期規模最龐大的釀酒聚落。
圖片來源:管爺提供
總結
江戶時代,如同開頭所說,日本酒因著承平時期的人口與市場成長,加上技術進入進入標準化,生產也得以量產化,正式成為一個產業。這也隨著江戶末期的「黑船來航」,幕末維新後開啟的明治時代,又有了一個翻天覆地的變化,這就是下一篇要說的了。
參考資料:
1.日本酒の来た道, 堀江修二,今井出版。
2.酒造りの歴史,柚木学,雄山閣。
3.日本の酒,坂口謹一郎,岩波書店。
原文出處:管怡宣
責任編輯:潘昱嘉
核稿編輯:陳慧