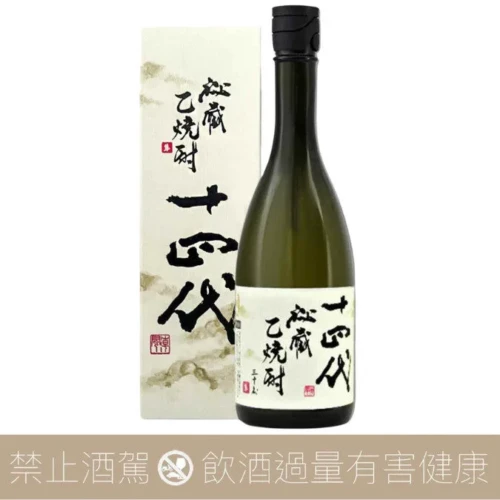
進階版 40度的「隼」香氣更加濃郁
「高木酒造」的秘藏乙燒酎使用特殊單式蒸餾器,在真空環境以攝氏40至50度的進行減壓低溫蒸餾,並經過長時間的陳年,以保留米本身的風味,並以「隼」命名這個系列。
比起先前25度與30度的秘蔵乙燒酎,這款進階版 更上一層樓,40度的「隼」香氣更加濃郁,酒體更加醇厚,並附送精美的禮盒,非常適合作為送禮的選擇
風味清澈明亮帶有吟釀的香氣,並散發著十四代特有的風味,是一款端莊辛口的米燒酎,入口非常舒適更加清爽順喉。將米燒酎圓潤的特性推到了極限,其人氣之所以如此高,正是因為它獨一無二的口感和風味。
更進一步,冬日建議加入熱水,以水割拉開香氣,這款燒酎的美妙香味會更加突出;夏日則建議加入冰塊,感受奔放的香氣與清涼暢快,享受著日本酒文化的獨特魅力
關於高木酒造
高木酒造祖先為京都的公家(宮廷貴族),但因應仁之亂戰敗後舉家逃至高木山(今山形、秋田縣一帶)改姓為高木,高木家先祖並於 1615 年開創高木酒造,這年也是德川家康開創江戶幕府與其和平時代的開始。
高木家保存
襲名制度以彰顯家族光榮的傳統,「十四代」即是由原名「高木尚」(1938-2022)的十四代當家主
「高木辰五郎」所開發,那豐沛的果香與芳醇旨味征服無數酒迷的心。
高木家十五代長男「高木顯統」生於1968年,在東京農大釀造學系畢業後曾短暫於伊勢丹工作,後被父親徵召回鄉接班,以製造責任者的身份持續開發十四代相關銘柄,並協助父親研發羽州譽、酒未來、龍之落子等十四代酒米。
很遺憾的十四代襲名當家於 2022 年過世,享壽84歲,而 2023年4月高木顯統先生正式襲名第十五代「高木辰五郎」,延續高木家十四代的榮耀與光輝。
| 產地 |
日本 山形縣 |
| 酒廠 |
高木酒造 |
| 分類 |
釀造酒、本格燒酎 |
| 原料 |
國產米 |
| 容量 |
720ml |
| 酒精度 |
40度 |
| 精米步合 |
- |
| 麴種/酵母 |
-/- |
| 日本酒度/酸度 |
-/- |