牽起台灣花蓮縣與山形高畠町的緣分
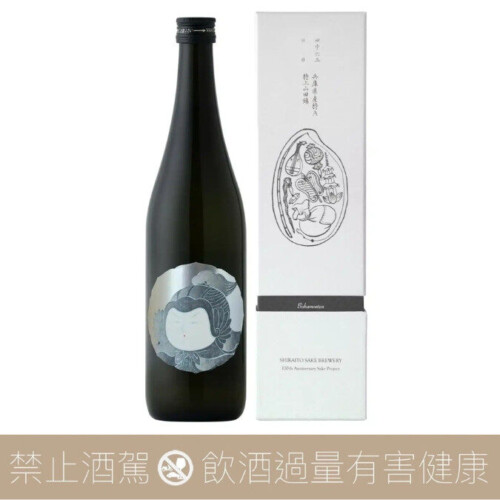
為支援台灣花東地區於2024年4月的強震災後重建,山形縣高畠町的米鶴酒造特別使用從花蓮縣千里迢迢而來的「台東三十號」作為釀酒用米,推出「米鶴 震災復興 福の到來 純米大吟釀」。
據NHK報導,山形縣高畠町「米鶴酒造」感念十四年前的311東日本大震災台灣對東北地區的支援,因此自從去年4月台灣花東地區發生嚴重震災後,米鶴酒造決定在2024年12月以受災區域的稻米為原料釀造純米大吟釀,並已於近日完成。
完成的日本酒酒標上印有象徵「福氣到來」的倒寫「福」字,並標示「Tohoku to Taiwan」意指從東北到台灣的英文字樣,牽起山形與花蓮的緣分。
據米鶴表示,這款清酒具有果香風味,與中華料理十分搭配。此次共釀造約1700瓶四合瓶,預計於2月18日後在台灣及東北地區販售。米鶴酒造社長梅津陽一郎表示:「台灣對日本酒的喜愛程度很高,這款酒以支援台灣震災復興為目的,希望能讓更多人品嚐到。」
關於「米鶴酒造」株式会社
位在山形縣的高畠町擁有超過300年的歷史,米鶴的名字,所代表的意象是稻米成熟準備要收割前,長長的稻穗彎曲如弓就像是隻鶴一般。
而在日本有個眾所皆知的故事「鶴的恩返」,也正是描述者飲水思源的概念,以此命名,傳達酒藏對稻米的感恩與感謝之情。
延伸閱讀:山形米鶴酒造使用花蓮米:2025必追的台日友誼合作,用清酒傳遞祝福!
| 產地 |
日本 山形縣 |
| 酒廠 |
米鶴酒造 |
| 分類 |
釀造酒、純米大吟釀 |
| 原料 |
花蓮產稻米(台東三十號) |
| 容量 |
720ml |
| 酒精度 |
15度 |
| 精米步合 |
50% |
| 麴種/酵母 |
-/- |
| 日本酒度/酸度 |
/-2 |