★2019 SAKE COMPETITION Super Premium部門 銀賞
★2019&2020&2021全美日本酒歡評會U.S. National Sake Appraisal 銀賞
★2019 倫敦清酒挑戰賽 London Sake Challenge 金賞
★Robert Parker 95 Points
★2020 International WINE Challenge(IWC)銀賞
★2022 Kura Master 金賞
★2022 Australian Sake Awards 金賞、People’s Choice賞
★2023 全美日本酒歡評會 U.S. National Sake Appraisal 金賞
使用遠心分離技術,用心採收最乾淨的頂級清酒!
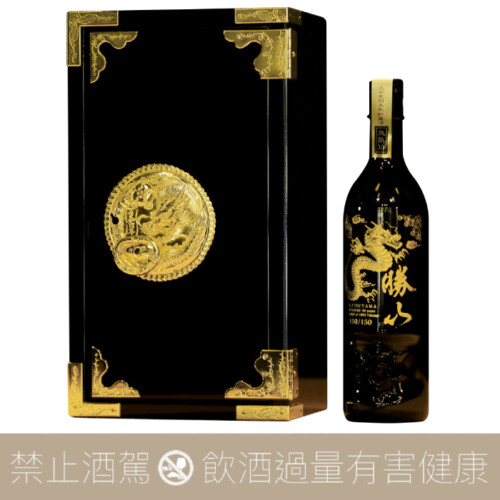
「曉」系列經精心設計, 所代表的是奢華的純米大吟釀酒;憑藉日本頂級離心分離提取技術,把完成度推至頂峰, 除了濃郁的的果香, 同時也兼具紮實的酒體。
※「曉」是代表「拂曉」或「升起的太陽」,也意味著此酒為次世代的新型清酒。
遠心分離技術
勝山對遠心分離機進行獨特的調整,經過約2年的測試和改良,使其適應「週仕込み」的需求,最終應用在勝山的旗艦酒款「曉」、「DIAMOND」上。
透過這一設計,成功提取了高純度的精華,賦予酒品獨特的特性,呈現出豐滿且帶有透明感的美麗酒質!
勝山酒造
酒造的歷史綿延約320年,先祖即擔任古日本東北強國「奧州」(北從現今的青森縣、南到現今的福島縣)最出名武將「伊達正宗」的御用釀酒師。
時至今日,勝山酒造以濃醇甘口取向的袋吊酒、以及最新開發,淡麗中口的「特別篇 伊達領御酒」兩個系列縱橫日本酒市場。獲獎無數的勝山酒造,除了搭配魚貝為主的日本料理,某些酒款甚至可以征服油脂濃厚的肉料理。頂尖酒款更為搭配高級雪茄、奢華香甜酒做出了最高的典範。
| 產地 |
日本 宮城縣 |
| 酒廠 |
勝山酒造 |
| 分類 |
釀造酒、純米大吟釀 |
| 原料 |
兵庫縣特A山田錦 |
| 容量 |
720ml |
| 酒精度 |
16度 |
| 精米步合 |
35% |
| 麴種/酵母 |
-/- |
| 日本酒度/酸度 |
-/- |